Chemical production places stringent demands on material storage safety, rigorous batch traceability, and compliance with operational environment standards. During its intelligent transformation initiative, a chemical enterprise encountered challenges including high reliance on manual labor in raw material and finished goods packaging, inefficient warehouse space utilization, and difficulties in tracing inbound/outbound records. To enhance automation and management precision across its logistics operations, the company commissioned Zhejiang Jingxin Intelligent Technology Co., Ltd. to design and implement an intelligent warehousing system specifically tailored for chemical industry applications.
Located in a designated storage area within the client’s plant, the solution was carefully engineered to accommodate the packaging formats, storage conditions, and safety protocols typical of chemical materials. The system configuration includes:
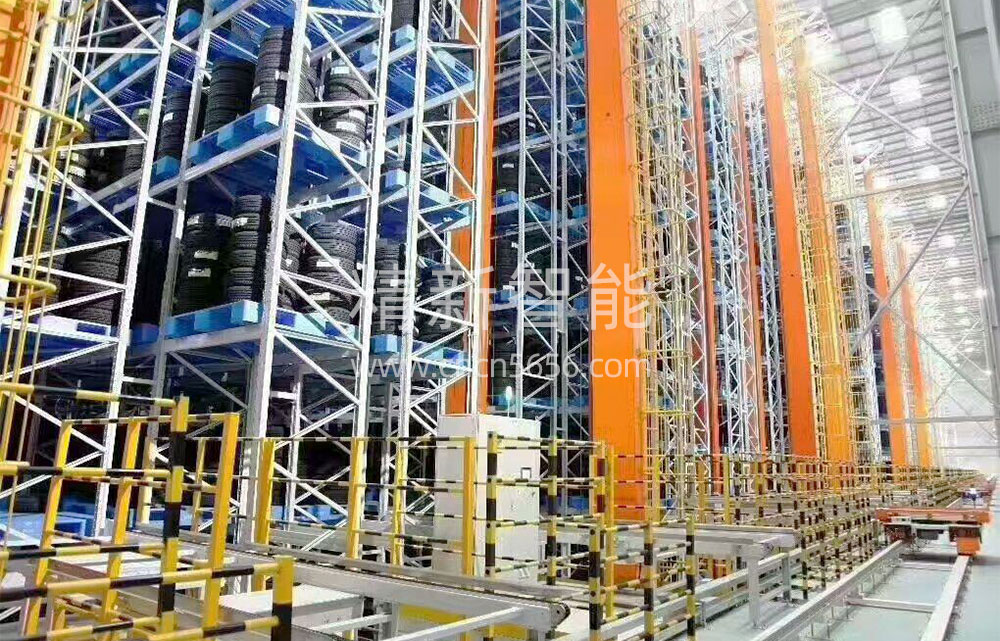
5 stacker cranes
9,632 standardized pallet positions
3 palletizing robotic workstations
A fully integrated conveyor network
A unified electrical control system with proprietary WMS/WCS software platform
The system covers the entire logistics flow—from end-of-line production output, through automated storage in the AS/RS (Automated Storage and Retrieval System), to outbound loading for shipment.

To handle common chemical packaging types such as FIBCs (ton bags), cartons, and drums, the system features automated palletizing stations at the inbound front end. The three palletizing robots dynamically adjust their stacking patterns based on incoming material type and pallet specifications, ensuring stable, neat, and consistent pallet builds—replacing manual handling and significantly reducing workplace safety risks. Completed pallets are then automatically conveyed into the high-bay warehouse, where stacker cranes store them in designated locations. All storage positions are logically zoned by material properties and batch information, enabling strict enforcement of the First-In-First-Out (FIFO) principle. During outbound operations, the system retrieves materials by specific batch upon request and delivers them via conveyors to the shipping dock, ensuring full traceability throughout the process.

Throughout implementation, all equipment was selected and rated to meet chemical-industry safety standards, including appropriate protection levels for hazardous environments. The control system features fault alarms, user access control, and detailed operation logging, facilitating daily maintenance and regulatory compliance audits. Since commissioning, the client has significantly reduced manual intervention while improving operational consistency and data accuracy, laying a solid foundation for precision inventory management.

This project demonstrates Jingxin Intelligent’s engineering expertise in integrating safety, regulatory compliance, and automation within specialized industrial sectors, as well as its proven capability in system integration for complex material handling scenarios.

About Zhejiang Jingxin Intelligent Technology Co., Ltd.
Zhejiang Jingxin Intelligent Technology Co., Ltd. (“Jingxin Intelligent”) is a technology-driven enterprise specializing in intelligent automated storage systems and end-to-end logistics automation solutions for the manufacturing industry. With 20 years of industry experience, a 40,000㎡ manufacturing facility, and over 3,000 projects delivered worldwide, Jingxin offers a comprehensive portfolio of core products—including stacker cranes, four-way shuttles, AGVs, palletizing robots, vertical lifts, conveyor systems, and its in-house developed WMS/WCS software platforms.
The company serves diverse sectors such as new energy, machinery & equipment, electrical appliances, food & beverage, and chemicals, and is actively expanding its global presence. Guided by a “process-centric” design philosophy, Jingxin provides full-lifecycle services—from conceptual planning and equipment manufacturing to system integration and post-deployment support—ensuring every solution aligns precisely with the client’s operational realities and strategic goals.

Business Inquiries: +86 137 8008 7186
Address: No. 299 Guanghua Road, Yinzhou District, Ningbo, Zhejiang Province, China



